![]()
![]()
![]()
Level 2
Section 5.2: Introduction to laser machining of composites (II)
Composites are also frequently classified by their matrix types, including metal-matrix, polymer- matrix, ceramic-matfix, and carbon-carbon composites. Some important commercial composites in each of these classes are described below.
1. Metal-Matrix Composites Metal-matrix composites (MMCS) are fabricated by plasma spray of the matrix material over properly laid fibers, liquid infiltration methods, physical vapor deposition, hot pressing, squeeze-casting, and other methods. MMCs have good high temperature capability, good transverse properties, and reasonably high compressive and shear strength, in part because of combination of good strength and toughness of the metal matrix and good interface-bonding. Common MMC systems include boron fibers in an aluminum matrix, SiC fibers or whiskers in an aluminum matrix, SiC in a titanium matrix, and carbon fibers in magnesium, copper, or aluminum matrices. Applications include piston heads for automotive engines, connecting rods in engine crankshafts, gas turbine blades, radar domes, and electronic packages.
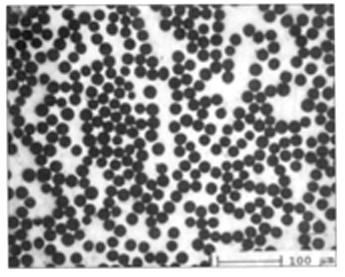
Fig. 1 Photomicrograph of the transverse plane of a composite containing SiC fibers in the matrix of Aluminum alloy. (After James P. Shaffer, et al., 1995)
2. Polymer-Matrix Composites Polymer-matrix composites (PMCS) are the workhorse of the composites industry. They can have excellent room temperature properties at a low cost. They have been in use for about four decades. The matrix consists of various thermosetting resins and more recently, thermoplastic polymers reinforced by glass, carbon, boron, or organic fibers. The traditional application of PMCs was in secondary load-bearing aerospace structures. Now they are used in I beams in civil structures, various automotive parts, steel-belted tires, and in sports goods such as fishing poles, tennis rackets, golf clubs, and skis. The cost of these materials has been steadily decreasing, which makes them economical enough for use in consumer goods. Another interesting application of PMCs is in architectural structures such as the Georgia dome. The roof is composed of seven acres of woven glass fibers in a PTFE matrix.
3. Ceramic-Matrix Composites Ceramic-matfix composites (CMCS) have been used in the form of reinforced concrete for a long time. Because of their low tensile strength, their use has been limited to structures subject to predominantly compressive loading. Ceramics are well known for their elevated temperature oxidation and creep resistance. Therefore, if their brittle behavior could be controlled, these materials would be excellent candidates for use in automotive and aircraft gas turbine hot-section components iuch as blades, disks, pistons, and rotors.
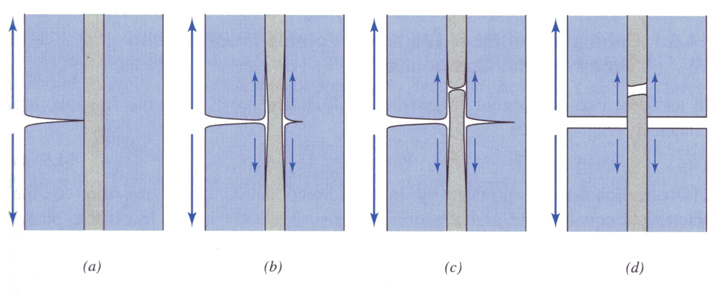
Figure 1 shows the principle behind fiber toughening in CMCs. The interface in these materials consists of mechanical bonding with some strength derived from interdiffusion between the fiber and the matrix. Cracking begins in the brittle matrix. When a crack tip encounters a fiber, two things can happen. If the fiber-matrix bond is strong, the crack will continue to grow across the fiber. In: this instance, having fibers offers no apparent advantage. However,if the bond is weak, as in CMCS, delamination occurs at the interface, and the crack is temporarily stopped there with th energy goes into the formation of new surfaces. [Figure 2 (a)]. When the load is raised further, the matrix on the other side of the fiber begins to crack [Figure 2(b)], but the fiber is still capable of,transfening load across the crack faces. This phenomenon is called fiber bridging . When the fiber breaks,usually at a location away from the matrix crack plane [Figure 2(c)] in a section containing a random flaw, the matrix crack advances further. However, some load is still carried by the fiber [Figure 2(d)] across the crack plane because of continued fiber bridging. During subsequent loading, the fiber is pulled out of the matrix near the short end. This last step requires energy to overcome the frictional forces between the fiber and the matrix and raises the toughness level of CMCS. CMCs represent a relatively new class of materials that have caused considerable excitement in the composite and ceramic industries.
Fig. 2 A schematic illustration of how the presence of fibers can be used for toughening of brittle ceramic matrices: (a) matrix crack approaching a fiber, (b) crack developing on the other side of the fiber while the fiber remains intact, (c) fiber break occurring away from the matrix crack plane, and (d) fiber pullout acompanied by energy absorption. (After James P. Shaffer, et al., 1995)
4. Carbon-Carbon Composites As the name implies, in this class of fiber-reinforced composites both the matrix and the fibers are fabricated from carbon. These materials offer a unique combination of properties, including the ability to withstand extremely high service temperatures (>3000C), high specific strength, excellent resistance to wear (they can be self-lubricating), good resistance to thermal shock, and reasonable machinability. However, the maximum use temperature for these composites is limited by oxidation problems. Typical applications include brake components, heat shields, and rocket nozzles. Carbon-carbon composites can be fabricated using the CVD methods by impregnating graphite fibers with a carbon-based polymer that is then pyrolyzed to "burn off " the noncarbon atoms in the polymer, or combinations of the two.
Metal Matrix Composites(MMC) are a class of materials with a wide potential for application in the automotive and aerospace industries. However, the full potential of these materials is hindered by the high manufacturing costs associated with the difficulties experienced in machining these composites. Machining MMCs using conventional machining processes such as turning, drilling etc., generally results in excessive tool wear due to the presence of the hard particles which results in a very abrasive nature of this material. Consequently non-conventional machining processes such as Electro Discharge Machining (EDM) , laser cutting and Abrasive Water Jet (AWJ) techniques are increasingly being used for the machining of MMCs.
One of the advantages of laser cutting is the narrow width of the cut opening, called kerf width. With high laser power and lower feed rate resulting in a wider underside of the cut, probably due to side burning.
To date MMCs has been used in the production of relatively thick components but more recently attempts have been made to use this material in thin sheet form. Conventional cutting using diamond tools is costly and/or technically difficult. Since Wire-EDM is slow, laser cutting is considered as a possible alternative. However, the surface quality of a laser made cut is usually relatively poor. The availability of information on the surface quality after laser machining is important since this knowledge makes it possible to decide if secondary machining is necessary when laser machined samples are to be used for particular application. The surface roughness is one of the most important quality indices of a laser cut surface and is related to the appearance of the typical surface striations. These striations occur as a result of the intermittent flow of the molten material during cutting. A number of different factors are responsible for the existence of these striations. However, side way burning seems to be the main reason for the formation of the striation, however with changing cutting conditions different mechanism are predominant. Fig. 3 and Fig. 4 show the topography of the cut surfaces obtained using a white light interferometer as well as an electron microscope. By decreasing the cutting feed rate a smoother surface is obtained. With a higher feed rate laser cutting tends to be intermittent, which results in a rougher surface, also found by Lau et al. A smoother surface can also be obtained by machining at a higher output power.
Fig. 3 Striation pattern on Laser cut surface (workpiece mat: AA2618/SiC/20p; PRC CO2 Laser; PL=1.6 kW; v=600 mm/min; Ra=6.6um). (F. Müller and J. Monaghan 2000).
Fig. 4 Surface topography on cut PRMMC (Trumpf CO2 Laser; PL=1.1 kW; v=3000 mm/min; workpiece mat: AA2618/SiC/20p). (F. Müller and J. Monaghan 2000).
The poor surface quality is also due to the damage produced by the excessive heating of the sub-surface layer of the material. Fig. 5(a) shows an electron microscope image (back scattered) of the heat-affected sub-surface layers observed following machining of the PRMMC. It is evident from Fig. 9 that the microstructure of the matrix material is changed by the heat generated by the machining process. It can be seen that the matrix material shows white lines in its structure which are more prominent in Fig. 5(b) . An extensive X-ray (energy dispersive spectroscopy X-ray/EDS XR) analysis was undertaken and Fig. 5(c) shows the aluminium, silicon, copper and zinc content and their locations within the thermally affected sub-surface layer. The results shown in Fig. 5(b) and Fig. 5(c) indicate that the heat generated during laser machining results in the deposition of copper and zinc along the aluminium grain boundaries. It can be seen from Table 1 that the thickness of this deposition layer decreases with increased feed rate.
Fig. 5(a) Sub-surface layer of PRMMC after Laser cutting. Fig. 5 (b) Microstructure of deposition layer
Fig. 5(c) Sub-surface layer of PRMMC after Laser cutting (F. Müller and J. Monaghan 2000).
Laser machining offers significant productivity advantages for rough cut-off applications. It is apparent that a laser is very suitable for high feed rates (up to v=3000 mm/min) and can produce a cut with a narrow kerf width (wk0.4 mm). Reinforcing the aluminium matrix with SiC ceramic particles improves the machinability of the composite, due to the reduction in the optical reflectively of the material. However quality of the laser cut surface is relatively poor. Striation patterns on the cut surface and burrs at the exit of the laser (dross attachment) were observed. Significant thermal induced microstructural changes were also observed within the PRMMC(F. Müller and J. Monaghan 2000).
For introduction to laser machining of composites systems ( I ), please see Level 1. Section 5.3
![]()
![]()
![]()