S3.5 Effects of gas jet
Assisting gas plays an important role in many laser machining processes. In laser cutting, it provides a mechanical force to eject the melt from the cut zone and cools the cut zone by forced convection. Inefficient removal of the molten layer can lead to deterioration in cut surface. Figure 3.11 show a scheme of laser cutting assisted with gas jet.
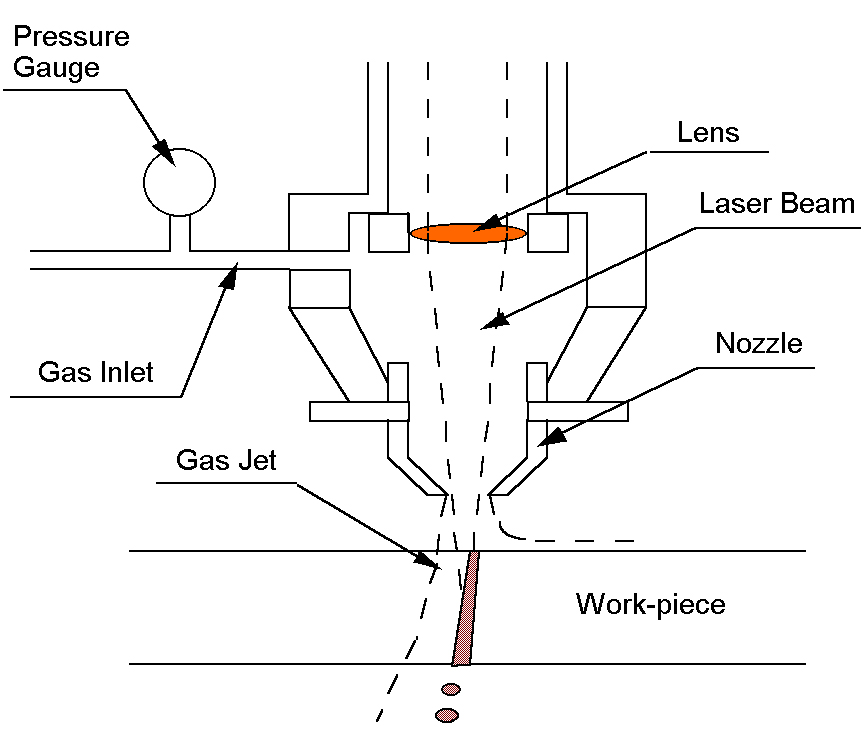
Figure 3.11 Laser cutting assisted with gas jet (Courtesy of Kai Chen)
When a reactive gas such as oxygen is used, it also delivers additional exothermic energy through chemical reaction between the assist gas and the molten material. This chemical reaction produces additional energy that enhances the cutting process. This extra energy can be beneficial to cut thick sections of materials, however, catastrophic oxidation must be prevented to ensure final cutting quality. We see the efficiency and overall quality of laser machining is strongly dependent on the interaction of the gas jet with the workpiece. Also as we mentioned in section 3.1, inert gases are used in laser machining when oxidation need to be reduced.
In this section we give a brief review on the recent progress in other aspects of gas jet effects, focusing on nozzle design, jet alignment, effects of pressure and gas purity. Then we present a relative detail description on the effects of shock structure and standoff distance on laser cut quality.
Brief Review:
Experimental results have shown that the purity of the assist gas can significantly affect cutting productivity and even cut quality (Gabzdyl, 1992). Role of oxygen purity in laser cutting of mild steel is also studied by Powell et al. (1992), detailed experimental work allowed the authors to theoretically clarify why the process is highly sensitive to small levels of contamination of the oxygen jet. Three-dimensional analysis of gas entrainment operating during the laser-cutting process was studied(O'Neill and Steen, 1995), the turbulent gas flow from a 1.5 mm diameter circular orifice through a model cut was examined to determine the magnitude of impurity entrainment as a function of kerf width and cut depth. Calculated entrainment levels were given for each combination of kerf width and cut depth within the chosen range. An experimental investigation of the benefits of using an annular jet in conjunction with the standard cutting jet was made during CO2 laser cutting trials to examine the validity of the theoretical calculations.
Design and characteristic analysis of supersonic nozzles for high gas pressure laser cutting was studied by Man et al.,1996, dynamic characteristics of gas flow inside a laser cut kerf under high cut-assist gas pressure was also studied (Man, et al., 1999). The behaviour of the cut-assist gas jet inside a simulating laser cut kerf for a supersonic and a conical nozzle tip were studied by a shadowgraphic technique under conditions of inlet stagnation pressure from 3 to 7 bar. The effects of the stand-off distance, kerf width, material thickness and the inlet stagnation pressure upon the dynamic characteristics and momentum thrust of the gas flow inside the cut kerf were investigated. They found that the sensitivity to the stand-off distance and the workpiece thickness of the supersonic nozzle are much less as compared with the conical nozzle. With the supersonic nozzle, a dross free clean cut on 5 mm stainless steel can be achieved at an inert cut-assist gas pressure as low as 5 bar instead of the normal operating range of 10 bar or above for the conical nozzle.
Instead of remove the melt by strong gas jet, another method was tried by Weingartner et al.(1996). The molten material is sucked into a bore coaxial to the beam and then taken away by a fast horizontal gas jet. The vacuum in the suction bore is obtained by fast expansion of highly compressed air. This design is then used to cut 1.25 mm mild steel under the variation of several parameters. It shows very similar results to conventional cutting processes, only the characteristic appearance of the top and bottom kerf edge being changed upside down. Currently molten material in laser cutting is still removed through gas jet mainly.
An off-axial gas jet has been developed that has the potential to extend the laser's effectiveness by improving the rate at which parts can be machined, producing high-quality surfaces, enhancing the cutting thickness, and adding to the range of materials that can be machined (Ilavarasan et al., 1995). In laser cutting, an erosion front (liquid-gas region) forms at the momentary end of the cut. Laser heating, exothermic reactions and shear force between the gas flow and the molten layer dictate the material removal rates. The principle of the off-axial gas jet is to provide straight, nonturbulent flow to the cutting erosion front, causing further oxidation reactions and transferring momentum to the molten slag and dross, thereby improving the cutting speed and the quality of cut.
A dual gas-jet, laser-cutting technique involving coaxial and off-axial oxygen gas flows was developed (Hsu and Molian, 1995)to cut 6.35-mm thick AISI 304 stainless steel plates with a 1.2-kW CO2 gas transport laser at a cutting speed of 12.7 mm/sec (30 in./min). Under identical process conditions, the single, coaxial gas jet could not cut the stainless steel although the cutting speed was reduced to 2.11 mm/sec (5 in./min). Thresholds of off-axial nozzle diameter, gas-impinging angle, oxygen pressure, and other process parameters were determined to obtain clean-cut edge quality (average dross height 0.25 mm).
O'Nell et al. (1992) examined the characteristics of oxygen gas jets during CO2 laser cutting of steel. Particular emphasis is placed on the mass transfer effects that are operating within the kerf. Oxygen concentration levels within a model kerf are measured for various laser cutting set-ups. The results show a substantial reduction in oxygen concentration within the kerf. A system for oxygen concentration maintenance is described. The interaction of the gas jet with the molten layer during reactive-gas assisted laser cutting is investigated by many other authors (Lim 1998, Yilbas 1998, and more), the erosion front is modeled as a free surface and its profile is determined from the interaction.
Interaction studies between the liquid metal and gas jet during laser cutting were made and relationships between the various parameters influencing the cutting action were identified theoretically (Yilbas et al. 1992) . The effect of the jet on the process, due to jet momentum and the interface (gas-liquid) shear stress, were considered. Cutting of mild steel at the different thickness levels was carried out using an argon/oxygen gas mixture at 5/1 pressure ratio and 138 kPa total pressure. The depth of resolidification around the keyhole resulted from the cutting process and was examined. Model has been developed for laser cutting of metals with non-reactive assist gas jet (Tong, 1997), results from cw and pulsed versions of the model are in reasonable agreement with cutting data for Aluminum, Stainless Steel and Titanium.
Flow visualization and pressure distribution measurement were conducted to characterize the flow in the laser cut kerf for various conditions of the gas jets(Horisawa, 1999). It is shown that the flow separation becomes significant at higher feed pressure with smaller kerf width. This tendency is considered to be undesirable for the gas dynamic forces of the jet effective on the cutting front in the cutting processes, although the separation point moves downward to about 5 mm in depth with very high feed pressure higher than about 1 MPa. The results show that the shorter nozzle-workpiece separation and the wider kerf width are more favorable for gas flow in a cutting kerf.
The effects of shock structure and standoff distance on laser cutting quality:
In industrial practice, nozzles are positioned close to the workpiece and nozzle pressures are chosen within a certain range. For a convergent nozzle, the flow downstream of the nozzle exit becomes supersonic if the upstream total reservoir pressure is greater than 1.89 bar (Oosthuizen and Carscallen, 1997), a condition common to laser machining. In other words, the jet is under expanded if the total pressure exceeds 1.89 times the ambient pressure. The ratio between the jet exit and ambient static pressures is called the under-expansion ratio. Downstream of the nozzle exit, oblique shock cells are formed. Their intensity and interaction with the standoff shock on the workpiece surface depends on the nozzle pressure and the nozzle standoff distance. This interaction to an extent determines the effects of the gas jet inside the cut kerf. Turbulent underexpanded free jets and their impingement on a plate have been extensively studied because of their wide range of applications.
Experimental and analytical studies have examined the shock behavior of free jets. At under-expansion ratios below 3 to 4 (referred to as ‘moderately under expanded jets’) pressure equilibrium is achieved through a series of repetitive oblique shock cells, which eventually decay into a conventional constant-pressure jet (Figure 3.12a). For under-expansion ratios greater than 3-4 (referred to as ‘highly underexpanded’), however, the first shock cells contain normal shock waves or a Mach disk and the location of the Mach disk can be analytically predicted. The normal impingement of a underexpanded jet onto a flat plate located within the first few shock cells leads to the formation of a well-defined standoff shock upstream off the plate. Across the standoff shock, the jet suddenly decelerates to subsonic flow and is then deflected by the plate. A sonic line divides the jet on the plate surface into two regions: one is a shock layer above the stagnant point and the other is a wall jet region which consists of compression/expansion waves that originate from the upper part of the sonic line (Figure 3.12b).
Figure 3.12 Schematic of underexpanded (a) free jet and (b) impinging jet
The shock structures in gas jet and work piece interaction was studied recently (Chen, and Yao, 1998). In their study, the interaction of a gas jet with the workpiece in laser machining was investigated by systematically studying the influence of the processing parameters on the shock structure of the gas flow. The numerical simulation of a transonic, turbulent jet impinging on a plate (workpiece) with a hole concentric with the jet is presented, revealing the effects of gas pressure and nozzle standoff distance on shock structure. Experimental measurements of the mass flow rate through the hole under conditions corresponding to those of the simulation were carried out. Experimental data are found to match the simulation results. It is found that certain favorable operating conditions exist under which the oblique incident shock waves merges on the centerline and reflect before interacting with the normal standoff shock. In those cases, the total pressure loss across the standoff shock is less and a high total pressure remains at the machining front. The direct interaction of the incident waves and the normal standoff shock results in a large reduction of the total pressure across the standoff shock, conditions unfavorable to laser machining. In addition, the pressure gradient and shear force fluctuates at the machining front, reducing the removal capability of the gas jet and resulting in a poorer surface finish.
Some results are reported here.
Fig. 3.13 Variation of through-slot mass flow rate with H and P for L = 1.1 mm
Fig. 3.13 shows the effect of gas pressure P on through-slot (L = 1.1 mm) mass flow rate ms for standoff distances H = 1.0, 1.5 and 2.0 mm. For H = 1.0 mm, ms is found monotonically and linearly increase with Pe. For H = 2.0 mm, however, ms first increases with total pressure until it reaches a local maximum at Pe = 325 kPa and then reduces even as total gas pressure increases, until it reaches a local minimum and begins to increase again. For H = 1.5 mm, ms behavior lies in-between those of H = 1.0 mm and 2.0 mm, and the local maximum and minimum are not evident.
The behavior of ms (L = 1.1 mm) with varying standoff is shown in Fig. 3.14 for nozzle pressure Pe = 125, 243 and 363 kPa. At Pe values of 125 and 243 kPa, ms is relatively unaltered with increasing H. For Pe = 363 kPa, ms reduces continuously as H increases then suddenly jumps to a high value at a critical standoff.
Fig. 3.14 Variation of through-slot mass flow rate with standoff distance for L = 1.1mm
The experimental results show that the cut quality including roughness, dross and recast layer vary with total gas pressure and standoff in a way strongly consistent with the pattern of change in the through-slot mass flow rate, which is in turn similar to that in the through-hole mass flow rate. The pattern of change in through-hole mass flow rate has been attributed to the changes in shock structure as evidenced in the axisymmetric simulation. A shock structure is shown in figure 3.19.
Figure 3.15 A sample contour of static pressure for H = 3.25mm
(d = 0.711mm, Pe = 363 kPa)
We won't go into details of the shocks at this point. The effects of gas jet in laser cutting will be discussed in-depth in Level 2 Section 3.7. Readers are also encouraged to refer to original papers.
References:
Gabzdyl, J.T.; Morgan, D.A., 1992,"Assist gases for laser cutting of steels," ICALEO Oct 25-29 1992 pp. 443-447
Horisawa, Hideyuki; Fushimi, Takashi; Takasaki, Takuya; Yamaguchi, Shigeru, "Flow characterization in a laser cut kerf ," CLEO/PACIFIC Rim '99) Aug 30-Sep 3 1999 v2 1999, pp. 358-359
Hsu, M.J.; Molian, P.A., 1995, "Off-axial, gas-jet-assisted, laser cutting of 6.35-mm thick stainless steel," Journal of Engineering for Industry, Transactions of the ASME v117 n2 May 1995, pp. 272-276
Ilavarasan, P.M.; Molian, P.A., "Laser cutting of thick sectioned steels using gas flow impingement on the erosion front," Journal of Laser Applications v7 n4 Dec 1995, pp. 199-209
Kai Chen, Y. Lawrence Yao and Vijay Modi, 2000, "Gas jet-workpiece interactions in laser machining," Journal of Manufacturing Science and Engineering, Aug. 2000, Vol. 122, pp.429-438.
Lim, C.K.; Molian, P.A.; Brown, R.C.; Prusa, J.M., 1998, "Numerical studies of gas jet/molten layer interaction during laser cutting," Journal of Manufacturing Science and Engineering, Transactions of the ASME v 120 n 3 Aug 1998 pp. 496-503
Man, H.C.; Duan, J.; Yue, T.M., 1996, "Design and characteristic analysis of supersonic nozzles for high gas pressure laser cutting ,"Journal of Materials Processing Technology Proceedings of 1996 3rd Asia Pacific Conference on Materials Processing, Nov. 12-14 1996, v 63 n 1-3, pp. 217-222
Man, H.C.; Duan, J. and Yue, T.M., 1999, "Analysis of the dynamic characteristics of gas flow inside a laser cut kerf under high cut-assist gas pressure," Journal of Physics D: Applied Physics v 32 n 13 1999, pp. 1469-1477
O'Neill, W.; Steen, W.M., 1995, "Three-dimensional analysis of gas entrainment operating during the laser-cutting process," Journal of Physics D: Applied Physics v28 n1 Jan 14 1995, pp. 12-18
O'Neill, W.; Gabzdyl, J.T.; Steen, W.M., 1992,"Dynamical behaviour of gas jets in laser cutting," Proceedings of SPIE - The International Society for Optical Engineering ICALEO Laser Materials Processing Oct 25-29 1992 v 1990 1993 Orlando, FL, , USA, pp. 449-458
Powell, J.; Ivarson, A.; Kamalu, J.; Broden, G.; Magnusson, C., 1992, "Role of oxygen purity in laser cutting of mild steel," ICALEO 1992, pp. 433-442
Tong, Kwok-On, 1997,"Analytical model for laser fusion cutting of metals," ICALEO'97. Part 2 (of 2) Nov 17-20 1997 v 83 n 2 1997 San Diego, CA, , USA, Sponsored by : LIA Laser Inst of America Orlando FL USA p E128-E137
Weingartner, W.; Kaplan, A.; Schuocker, D., 1996, "Laser machining with melt removal through suction," International Journal of Materials & Product Technology v11 n3-4 1996, pp. 310-319
Yilbas, B.S.; Davies, R.; Gorur, A.; Yilbas, Z.; Begh, F.; Akcakoyun, N.; Kalkat, M., 1992,"Investigation into the development of liquid layer and formation of surface plasma during CO2 laser cutting process," Proceedings of the Institution of Mechanical Engineers, Part B: Journal of Engineering Manufacture v 206 n B4 1992 pp. 287-298
Yilbas, B.S.; Kar, A., 1998, "Thermal and efficiency analysis of CO2 laser cutting process," Optics and Lasers in Engineering v 29 n 1 Jan 1998, pp. 17-32
![]()
![]()