![]()
![]()
![]()
Level 3
Section 5.2: Ultra-short pulsed laser machining
The basics of Ultra-short Pulsed Lasers was introduced in detail in level 3, Section 2.3, 2.4, 2.5. The field of ultrafast optical science, including the generation, amplification and manipulation of ultrashort laser pulses (~1ps or less), has seen dramatic growth in the recent years. Ultrafast lasers have found diverse applications from probing ultrafast, transient chemical reactions to inertial confinement nuclear fusion studies. Material processing such as laser drilling and cutting is one of the promising potential applications of ultrafast lasers. Ultrashort laser pulses have opened up many new possibilities in laser-matter interaction and materials processing. The extreme short pulse width makes it easy to achieve very high peak laser intensity with low pulse energies. The laser intensity can reach 1014 ~ 1015W/CM2 with a pulse < 1mJ when a sub-picosecond pulse is focused to a spot size of a few tens of micrometers. The extremely high intensity and short laser-matter interaction times lead to a highly non-equilibrium state in the material under irradiation, where electrons are driven to much higher temperatures than ions. The short duration means that the hydrodynamic motion of the matter under laser irradiation can be ignored, and there is essentially no fluid dynamics to consider during the laser-matter interaction.
The difference in short- and long-pulse laser processing of materials begins with the way the laser pulse energy is deposited in the target material. Initially, the laser energy is deposited in the optical skin depth, 1s = 1/a, where a is the absorption coefficient of the material. During the laser irradiation, the deposited energy is also transferred out of this layer to a depth given by the heat diffusion layer, ld= ![]() , where D is the heat diffusion coefficient, and
, where D is the heat diffusion coefficient, and ![]() is the laser pulse width. When the laser pulse width
is the laser pulse width. When the laser pulse width ![]() is long so that ld> 1s, laser processing is in the long-pulse regime. On the other hand, if the pulse width is so short such that ld < 1s, the heat diffusion depth is limited to the very small skin depth. This is the regime of ultrashort-pulse laser processing. Large heat affected zone with long pulses causes a large melt volume, and the material removal mechanism for drilling and cutting is mainly the bulk expulsion of molten material. For ultrafast laser processing, the non-spread of the deposited laser energy causes rapid vaporization of the material. Laser drilling and cutting with ultrashort laser pulses are therefore through direct evaporative ablation.
is long so that ld> 1s, laser processing is in the long-pulse regime. On the other hand, if the pulse width is so short such that ld < 1s, the heat diffusion depth is limited to the very small skin depth. This is the regime of ultrashort-pulse laser processing. Large heat affected zone with long pulses causes a large melt volume, and the material removal mechanism for drilling and cutting is mainly the bulk expulsion of molten material. For ultrafast laser processing, the non-spread of the deposited laser energy causes rapid vaporization of the material. Laser drilling and cutting with ultrashort laser pulses are therefore through direct evaporative ablation.
Taking advantage of the direct evaporative ablation material removal mechanism, laser drilling and cutting with ultrashort pulses result in superior machining quality compared to long laser pulses. Here we show some examples of ultrafast laser micromachining of various materials. The ultrafast laser micromachining was performed with a Ti: sapphire laser system at a wavelength of 800 nm, pulse energy up to 1mJ at 1 kHz pulse repetition frequency, and short pulse width between 80 - 150 fs. Figure-- shows a comparison of laser micromachining of PET plastic films using 80 fs pulses (Fig. l(a) and 200 ps pulses (Fig. l(b)). Drilling with 80 fs pulses showed uniform, repeatable results, while those with 200 ps showed large variation and cracking of the substrate, presumably due to heat diffusion.
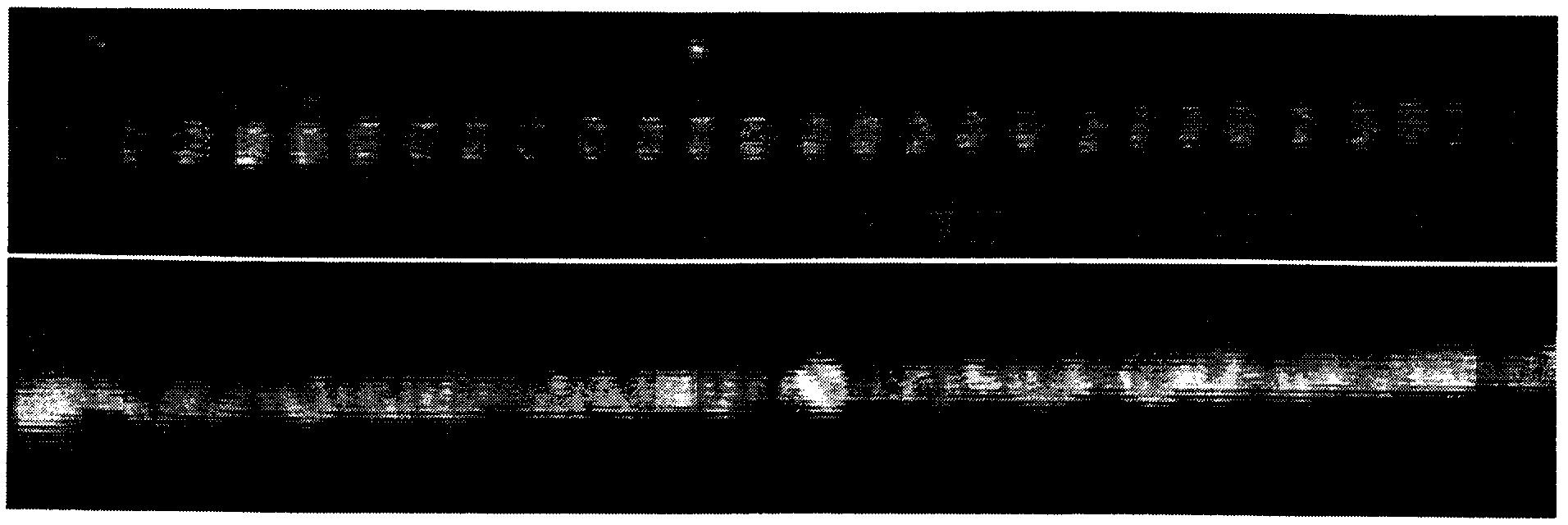
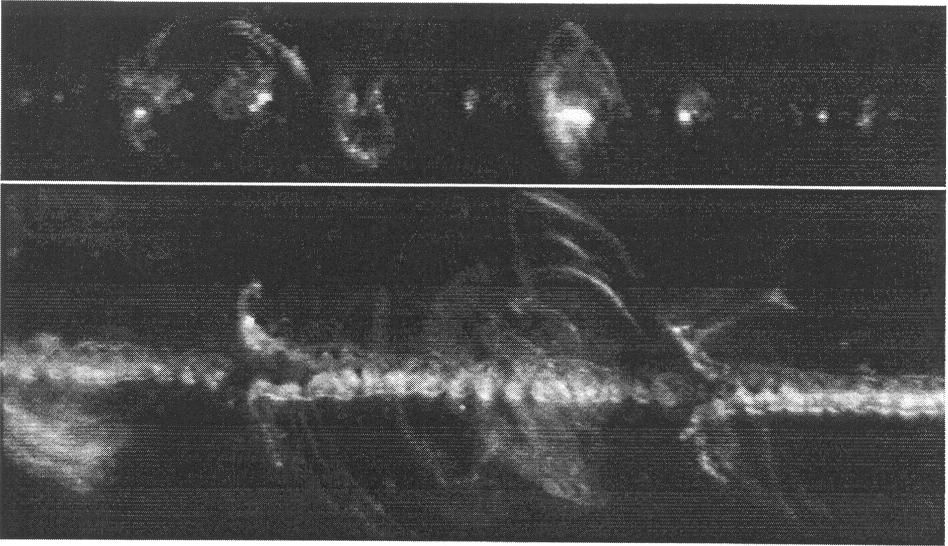
Fig1. (a)Micromachining of PET platic with 80-fs pulses (b) Micromachining of PET platic with 200-fs pulses(right). (X. Liu, el. al., 1997)
Figure 2 shows comparison of laser cuts made in MA956 alloy between 100 fs and 350 ps pulses. No recast layer was present in the 100-fs case, while cuts made by 350-ps pulses had recast filling the entire kerf.
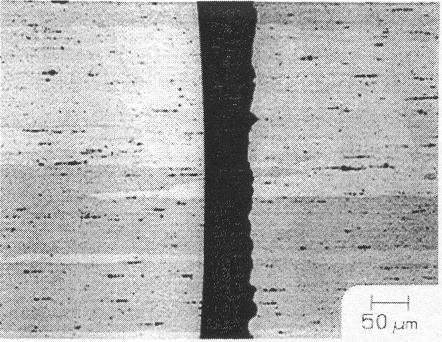
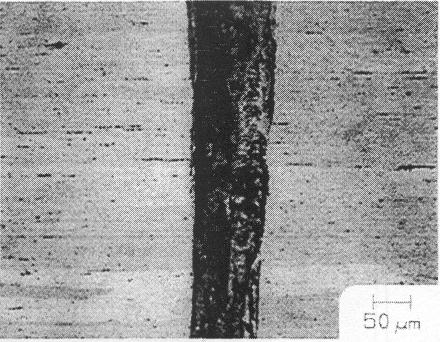
Fig. 2: Laser cut cross sections in MA956. Left: 100 fs laser pulses; right: 350 ps laser pulses. The resolidified metal fills the kerf in the 350-ps cut. No assist gas was used for either pulse widths. (X. Liu, el. al., 1997)
We have demonstrated the advantages of laser processing with ultrafast lasers. However, industrial materials processing has not accepted ultrafast lasers as a viable tool, even though it is technologically advanced. The barrier to acceptance includes average power, system complexity, reliability, cost, and industry exposure. Ultrafast lasers require gain media with broad fluorescence spectra, due to the Fourier transform that relates the shortest pulse width ![]() with its emission spectral width
with its emission spectral width ![]() as
as ![]() -
- ![]() = const. Currently, the most widely used ultrafast laser gain material is Ti: sapphire, which has a broad gain bandwidth with a peak near 800 nm and capable of supporting pulses as short as a few femtoseconds. In addition to the spectral width requirement for ultrafast gain media, ultrafast lasers for machining applications require amplification to higher pulse energies. Most amplified ultrafast laser systems are based the chirped pulse amplification (CPA) technique. CPA is a means to avoid damage to the optical components in the laser system due to high laser intensity when amplifying ultrafast pulses.
= const. Currently, the most widely used ultrafast laser gain material is Ti: sapphire, which has a broad gain bandwidth with a peak near 800 nm and capable of supporting pulses as short as a few femtoseconds. In addition to the spectral width requirement for ultrafast gain media, ultrafast lasers for machining applications require amplification to higher pulse energies. Most amplified ultrafast laser systems are based the chirped pulse amplification (CPA) technique. CPA is a means to avoid damage to the optical components in the laser system due to high laser intensity when amplifying ultrafast pulses.
Here we briefly discuss the principles of chirped pulse amplification. As shown in Fig.3, a CPA system consists of 4 elements: (1) oscillator which generates ultrafast laser pulses; (2) pulse stretcher to lengthen the pulse width to lower the intensity of the pulse; (3) laser amplifier to amplify the pulse energy to desired level without damaging the optics due to the longer, stretched pulse width; and (4) pulse compressor to compress the amplified, stretched pulse back to its original short pulse state (the transverse dimension of the beam will have been enlarged before going into the compressor to avoid damage of the compressor).
Fig3. Principles of chirped pulse amplification for high power ultrashort pulse generation. The pulse width manipulation is to overcome damage of optical materials by high laser pulses in the amplifier. (X. Liu, el. al., 1997)
References
X. Chen, X. Liu, W. Lotshaw, and M. McLaughlin, Machining with ultrafast lasers, ICALEO '96
X. Liu, X. Chen, W. Lotshaw, and A.-C. Tien, Elimination of recast layer and mi- crocracking in laser machining with ferntosecond pulses, in in Conference on Lasers and Electro-Optics, vol. 11 1997 OSA Technical Digest Series (Optical Society of America, Washtingto, D.C., 1997), p. 162.
D. Strickland and G. Mourou, "Compression of amplified chirped optical pulses," Opt. Commun., vol. 56, pp. 219-221, 1985.
U. Brauch, A. Giesen, M. Karszewski, Chr. Stewen, and A. Voss, Opt. Lett. 20, 713 (1995).
H. Bruesselbach, D. Sumida, Metin Mangir, R. Byren, and R. Reeder, in Conference on Lasers and Electro-Optics, vol. 11 1997 OSA Technical Digest Series (Optical Society of America, Washtingto, D.C., 1997), postdeadline paper CPD34.
![]()
![]()
![]()