![]()
![]()
In chapter 2 we studied the physical principles of lasers, in this chapter we will focus on the energy transfer and modeling for laser machining processes. How is laser energy changed into heat? Can we predict the effect of laser machining processes? After studying this chapter, you should be able to understand the mathematical models in this area, and furthermore, we hope you can start building your own model. Lasers are used for high quality machining, yet we know high energy tends to be dangerous and difficult to control. That is the meaning of this chapter--Numbers make them safe!
Level One: Introductory
Section 3.1 Laser machining processes review
Laser machining means material removal accomplished by laser material interaction, generally speaking, these processes include laser drilling, laser cutting and laser grooving, marking or scribing. Before we delve into the details of laser machining processes(LMP), let's think the question: What are the features of LMP? When do we choose LMP instead of tradition machining processes?
Laser machining processes transport photon energy into target material in the form of thermal energy or photochemical energy, they remove material by melting and blow away, or by direct vaporization/ablation. On the other hand, traditional machining processes rely on mechanical stresses induced by tools to break the bonds of materials. This basic difference in material removal mechanism decides the advantages and disadvantages of LMP compared with traditional machining processes.
1) Laser machining is localized, non-contact machining and is almost reacting-force free, while traditional machining usually has direct mechanical contact and need devices to balance the machining force, work piece needs clamping. The forces in laser machining are of micro scale. The photon pressure on target material is negligible for bulk material. You may question that the recoil pressure is very high in high intensity laser-material interaction, is the above conclusion still true? The recoil pressure can be as high as 10 GPa! Remember that laser beam size is usually very small, let's take the beam size to be radius=10 microns (which is the typical case to generate 10 GPa pressure in confined water regime), the force is 3.14 N. Even for this extreme case the force is far less than traditional machining. This offers LMP flexibility in machining delicate parts where no large mechanical force can be acted on. For example, the stent for heart operation.
Figure 3.1 A stent used for heart bridge operation
2) LMP can remove material in very small amount, while traditional machining remove material in macro scale. LMP are said to remove material "Atom by Atom". For this reason, the kerf in laser cutting is usually very narrow, the depth of laser drilling can be controlled to less than one micron per laser pulse and shallow permanent marks can be made with great flexibility. In this way material can be saved, which may be important for precious materials or for delicate structures in micro-fabrications. But we should keep in mind that this also means small removal rate in LMP compared with traditional machining. Laser cutting of sheet material with thickness less than 20mm can be fast, flexible and of high quality.
3) Heat Affected Zone(HAZ) in laser machining is very narrow, usually there is a very thin re-solidified layer of micron dimensions, this promises negligible distortion in machining. And in ultra-short laser machining, HAZ is negligible. In traditional machining, large areas of work hardening is almost unavoidable.
4) LMP can be applied to any material that can properly absorb the laser irradiation, while traditional machining processes have to choose suitable tools for materials with different hardness or abrasiveness. It is difficult to machine hard material or brittle material such as ceramics, laser is a good choice for solving such difficulties.
5) LMP can achieve final quality level machining results in one process, while in traditional machining several processes are commonly used. Laser cutting edges can be made smooth and clean, no further treatment be required. High aspect ratio holes can be drilled using lasers. Dross adhesion and edge burr can be avoided, geometry precision can be accurately controlled. The machining quality is in constant progress with the rapid progress in laser technology. Although some traditional machining can achieve higher surface qualities than common LMP, LMP has the potential of nm scale machining. It was reported that laser was used for interactive optics finishing [ref].
6) Small blind holes, grooves, surface texturing and marking can be achieved with high quality using LMP. Traditional machining may be advantageous for macro scale applications, it is usually more economical and efficient to use LMP for micro scale applications.
7) LMP has the potential for more flexibility. Precise 3D position control can be conveniently realized. The combination of transmitting laser energy through fiber and positioning the fiber using robots can provide a system with great dimensional freedom.
Next let's take a look at the various laser machining processes and their quality parameters.
Laser Drilling
Drilling is one of the most important and successful applications of industrial lasers. Laser hole drilling in ceramic, silicon and polymer substrates is widely used in electronics industry. Laser drilling of metals is used to produce tiny orifices for nozzles, cooling channels in air turbine blades, via drilling of circuit board, etc.
Holes less than 0.25mm in diameter are difficult to drill mechanically, laser drilling offers good choices for small hole drilling, especially for hard and brittle materials, such as ceramics and gemstones. Large holes can be drilled by trepanning, i.e., by overlappingly drilling the circumference of a circle to form a large hole. High throughput of hole drilling are realized by mask projection and automation.
Table 3.1 compared laser drilling with electrical discharge machining (EDM) and traditional mechanical drilling. EDM is limited to electrically conductive materials, while drill wear and breakage is a big concern in mechanical drilling. Laser drilling is effective for small hole drilling, they can be flexibly automated.
Table 3.1 Comparison of EDM drilling, laser drilling and mechanical drilling
| EDM | Mechanical drilling | Laser drilling | |
| Advantages | No taper, large depth and low equipment cost | Large diameter, large depth, low equipment cost | High throughput, no drill wear/breakage, noncontact, small HAZ, wide range of materials, low operating cost |
| Disadvantages | Slow drilling rate, long setup time, high operating cost, limited range of materials | Drill wear/breakage, low throughput, difficult to drill small holes, limited materials | Hole taper, limited depth and diameter, recast layer |
Laser drilled holes usually have tapers, ie. the hole is not perfectly straight. Also a redepotion area may exist around the hole, because laser drilling is realised through violent phase change, the material becomes melted, then ablated, then cool down and become solid state again. Redeposition is serious for long pulses (pulse duration > 10 nanosecond). It was found that tapering and redeposition can be lowered by suitably choose shorter wavelengths and pulse durations.
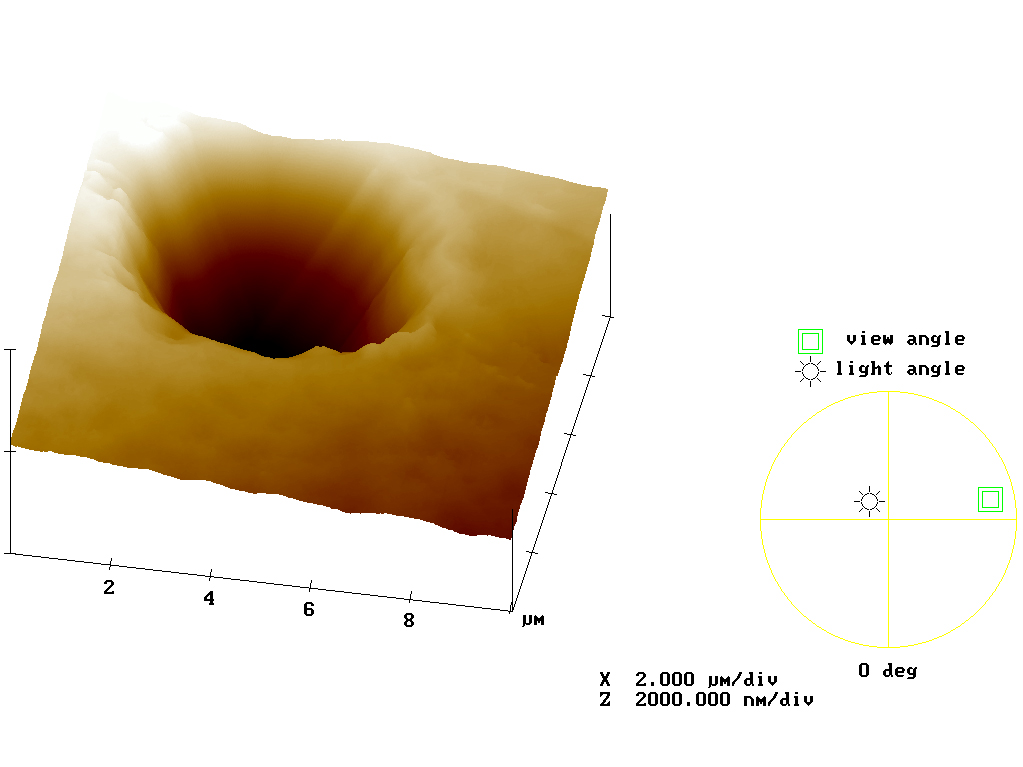
Fig. 3.2 AFM picture of a UV laser drilled hole on copper (50 pulses, 50 ns pulse duration at 355 nm, I=6E8 W/cm^2)
For direct hole drilling, the quality of the laser beam, wavelength, intensity, pulse duration, pulse repetition rate are all important parameter. For the process to be precise and more predictable, modelling and simulation is necessary. We will discuss these topics later on.
Laser Cutting
Lasers can separate workpieces along lines or curves, such processes are called laser cutting processes. Thin workpieces may be difficult to cut by other means, while laser cutting is suitable because of it noncontact feature. Lasers have been used to cut a wide range of materials. CO2 laser and Nd:YAG laser are the most popular laser in cutting, they can provide high powers (above 1 KW) for high speed cutting. UV lasers are widely used for thin layer cuttings or organic material cutting. Gas jet is often used to improve the cutting efficiency.
Laser cutting can be basically divided into two kinds. Fisrt is the direct Evaporative Laser Cutting, in which laser provides the latent heat until the material reaches vaporization point and ablate in vapor state, such as laser cutting of organic materials--paper, cloth or polymers. Such materials have poor thermal conductivity, a nonreactive gas jet maybe used to reduce charring.
The second is laser cutting through melting, or Fusion Cutting. Laser energy melts the target material and the gas jet blows the molten material away. In this way the requirement on laser energy is lower compared with vaporization cutting. The gas jet can be reactive or nonreactive. If the gasjet is reactive, the laser heat the material, laser heating combined with exothermic chemical reaction with the assisting gas provides the necessary melting of the target material, this is called Reactive Laser Cutting. This helps to further reduce the necessary laser energy.
Conventional steels of up to 16 mm lend themselves reasonably well to oxygen assisted laser cutting by CO2 lasers. The kerfs are narrow (as little as 0. 1 mm for thin material) and the resultant heat affected zones are negligible, particularly for mild and low carbon steel. At the same time, the cut edges are smooth, clean, and square. Stainless steel, alloy steel, tool steel etc. can be cut very well using CO2 lasers. Due to their high reflectivity to 10.6 microns laser irradiation and high thermal conductivity, CO2 laser is not suitable for cutting of Cu and Al material. However, Nd:YAG lasers (1.06 micron and their doubled and tripled wavelengths--532, 355 nm) which have shorter wavelengths can be used for Cu and Al materials. Keep in mind that the absoptivity of materials is strongly dependent on laser wavelengths. In general, metal cutting requires higher average laser power than laser cutting of nonmetals due to their higher reflectivity and thermal conductivity, and oxygen assisted cutting is more commonly used.
Plastics, polymers, rubber, papers, wood, composites, stones and crystals have been succesfully machined by lasers at infrared wavelengths. Some materials such as composites and gemstones can be readily cut with high quality using lasers, while they may be difficult to handle using other techniques. UV lasers can even cut polymers with neglegible heat affected zone, because the phone energy is comparable to the bonding energy of the material, photochemical instead of photothermal ablation dominates. In general, non-metalic cutting requires less energy than metal cutting, direct vaporization cutting is used.
Table 3.2 gives a brief view of laser cutting of different materials.
Table 3.2 Features of laser cutting for different materials
| Material | Features |
|
Metals
|
At room temperature, most metals are highly reflective of infrared energy, the initial absorptivity can be as low as 0.5% to 10%. But the focused laser beam quickly melts the metal surface and the molten metal can have an absorption of laser energy as high as 60~80%. Fusion cutting assisted with gas jet is used. |
|
Non-Metals
|
Non-metallic materials are good absorbers of infrared energy. They also have lower thermal conductivity and relatively low boiling temperatures. Thus the laser energy can almost totally transmitted into the material at the spot and instantly vaporize the target material. Vaporization cutting is commonly used, nonreactive gas jet is used to prevent charring. |
In laser cutting, cut edge be sufficiently clean and smooth, finish cut quality can be achieved in single process, the cutting kerf is very small. Sharp angles, samll radius rounds and comlex curves can be cut with high speed and flexibilty. Edge burr and dross adhesion can be avoided. A small heat affected zone exists for laser cutting, but it is of micron scale, which means negligible thermal and mechanical distorsions. For thin layers (<20mm) laser cutting of many materials is a faster and high quality process compared with other processes. Thick section cutting and high speed cutting need special consideration, we will talk about them in advanced levels.
Scanning speed of laser source, laser power, focal position, gas jet alignment and gas composition, as well as laser material interaction phenomena such as plasma and shock waves, all influence the cutting quality. Isn't this complex? Yah! And again inoder to precisely predict and control this process, modelling work is needed. These topics will be discussed later on.

Fig. 3.3 A laser cutting system (Courtesy of Atlanta Attachment Company)
Laser Grooving/Marking/Scribing or Texturing
Laser marking, scribing and textturing refer to laser machining of material surfaces, usually a very shallow layer of material is ablated or melted and a mark or pattern is formed. Laser grooving is similar to laser cutting except that grooving does not cut through the material.
Lasers can be used to mark almost any material and with considerable advantages over other methods. As for metals, there's no need for the usual preparatory or post-treatment. The markings are durable, offer high contrast. Applications for laser markers range from deep-marking of hardened materials to corrosion-resistant marking of curved parts. Laser marking can reduce tooling costs, make production more flexible, render cleaning processes obsolete, and ensure recyclability through proper marking. They greatly enhance economic efficiency. Laser marking and texturing can be used to enhance system operation indexes. For example, laser texturing of engine cylinder walls may reduce oil consumption by 40 percent compared with traditional cylinder machining techniques. See figure below.
Fig. 3.4 Laser texturing of engine cylinder walls (Courtesy of Technology News, June 1998)
![]()
![]()