![]()
![]()
S4.4 Processing planning and parametric setting
The applicable range of laser cutting is expanding. To achieve a favorable processing quality, the hardware performance such as oscillator stability and processing system rigidity must be improved. In the same time, software that avoids the generation of processing defects that occur due to the processing phenomenon in the control unit is indispensable. In this section, we introduce some work in laser machining quality control through processing planning and parametric setting.
First let's see what kinds of defects occurs in processing.
During general laser cutting, there are optimum processing conditions for each section of the processing shape. Thus ideally a shape should be processed with a combination of several processing conditions. But there is a problem of molten drop forming at the cutting edge of the position where the processing conditions are switched, for example, from low speed to high speed. The cutting defects also occur easier at the corner region, start section and end section, especially when the section is thick. A large power is required to reduce the piercing processing time. However to maintain the processing quality around the piercing hole, it is important to set a longer processing time with a high peak and with short pulse width. The defect occurrence frequency increases as the power increases.
The cause of such defects and corresponding control scheme were studied by Kanaoka et al. (1996).
When the cutting is switched from pulse to CW on the linear path, it was observed that the cutting edge roughens. This is due to the higher workpiece temperature at the CW cutting region. At the conditions switch section, there are cases where defects are generated due to a deviation on the workpiece moving speed and laser power scanning speed. From these results, it can be said that the conditions must be set while considering the cooling of the temperature at the conditions switch section and the starting time of the beam power.
As cutting speed increases, the defect rate increases. The state of defect occurrence is that the molten metal cannot be fully absorbed into the piercing hole and bursts out of the top of the workpiece. The amount of molten metal generated when cutting starts must be reduced, or the hole-diameter must be increased so that the molten metal will pass through the piercing hole and be discharged from the bottom of the hole.
At the cutting end section, a heat insulation effect in the cutting travel direction occurs due to the cutting groove that has already been formed. this causes the workpiece to become hot and molten drop to occur. Processing conditions that suppress heat input or the oxidizing reaction must be selected.
The relationship between processing defects and laser pulse width/peak power was as following. When the pulse width is shorter and a higher peak power is used, the residual heat on the workpiece decreases. The higher the peak power, the more the edge molten drop develops. Laser power also influences piercing time drastically. The thicker the workpiece, the more of the laser energy is spent in the hole instead of the piercing the molten metal. So laser pulse characteristics must be considered in the region near the edge.
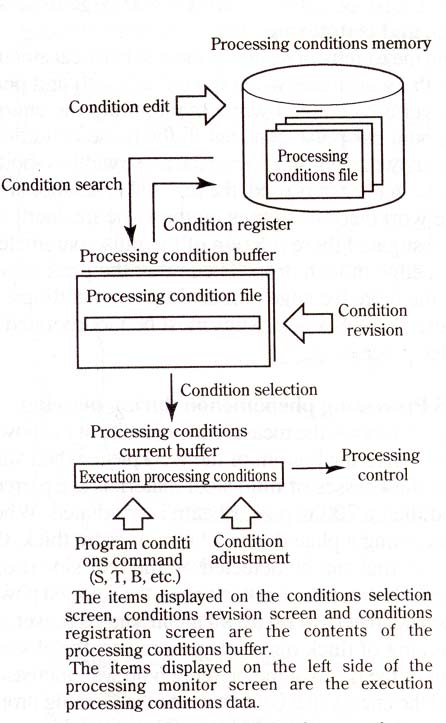
Figure 13 A process-condition automatic setting system(M. Kanaoka et al., 1996)
Having understood the cause and the counter measure of the processing defects, a processing condition automatic setting system can be developed as shown in Fig. 13. A function in which the processing conditions for the material and plate thickness are registered into the controller. When inputting the processing program, the special sections, such as start/end section, corner section, etc., are automatically recognized and the optimum processing conditions for each section are assigned. Files corresponding to optimum processing conditions for the material and plate thickness are stored in the processing conditions memory, and can be edited. With the processing conditions searching ability, a processing condition file that suits the current task can be called into the processing condition buffer. The processing conditions are selected and corrected in the processing condition buffer. The processing conditions to be executed are selected in the processing program or by manual operations, and are used for controlling the processing conditions.
Figure 14 shows the control for piercing processing. The piercing starts with the piercing conditions commanded in the program. The conditions are switched during the piercing condition 1 piercing time so that the 2nd step slope piercing conditions are reached. When the 2nd step slope piercing conditions are selected, it is gradually switched to the 3rd slope. After the 3rd step, the processing state switches to normal cutting conditions.
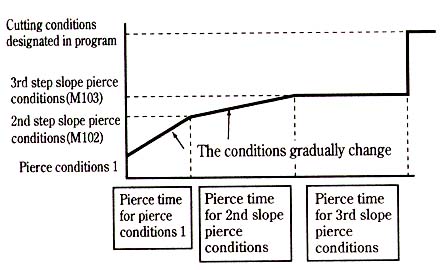
Figure 14 Control for piercing processing(M. Kanaoka et al., 1996)
Corner processing control and start/end control were also discussed in (Kanaoka et al. 1996). This control scheme was applied to actual processing of 12mm thick mild steel plate and showed obvious improvement of cutting quality compared with conventional cutting. Processing with the low-speed conditions at the corner end and high-speed conditions for the remaining shape was used. There is a total of six edges processed, but there was no molten drop at the ends and a favorable processing quality was achieved. Defects occurrence rate was lower by more than 70 times, 24.8% for conventional method and 0.3% for cutting with this control.
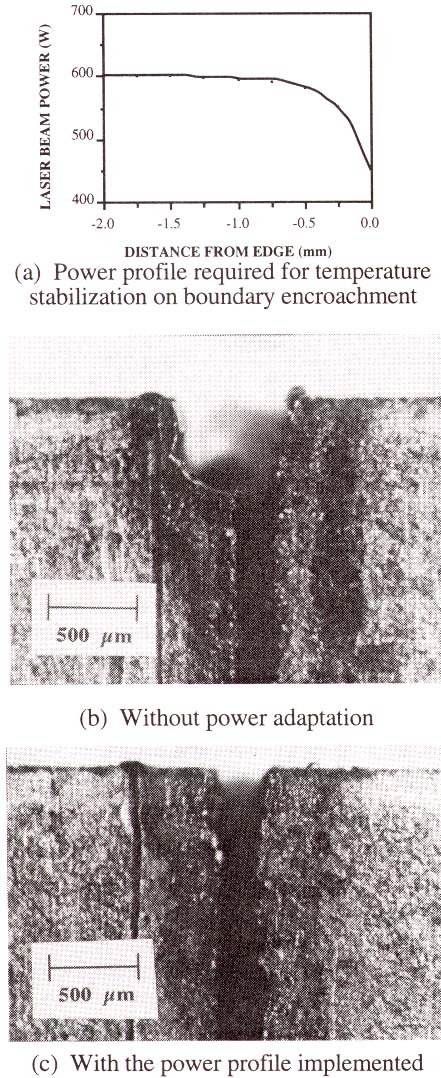
Figure 15 Power manipulation for boundary encroachment control via model-based optimization strategy (Di Pietro and Yao 1996)
Model based process planning for laser cutting under unsteady-state conditions was studied by Di Pietro and Yao (1996). Boundary encroachment or cutting right up to pre-cut sections are examples of unsteady-state operations of the laser cutting process. Conering and generating small diameter holes also fall into this category. Heat transfer is often frustrated here, resulting in bulk heating of the workpiece. This in turn leads to a degradation of the cut quality. Currently a trial-and-error based experimentation is needed in order to assure quality in these regions. Thus model-based process planning has the benefit of reducing this step whilst leading to an optimal solution. Numerical investigation of the laser-workpiece interaction zone quantifies significant effects of such transiency on cutting front mobility and beam coupling behavior. Non-lenear power adaption profiles are generated via the optimization strategy in order to stabilize cutting front temperatures. Figure 15 shows the power manipulation for boundary encroachment control via model-based optimization strategy. And figure 16 shows that of cornering control. It was seen that when the power profiles were adopted, improvements on geometry and heat affected zone were obvious.
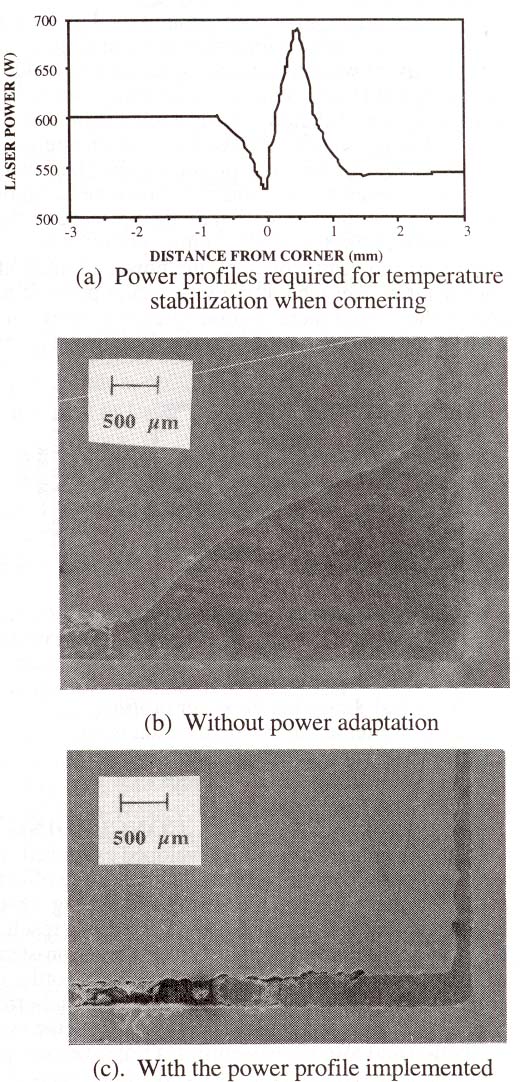
Figure 16 Power manipulation for cornering control via model-based optimization strategy (Di Pietro and Yao 1996)
Many other works have been done towards a better understanding of the laser machining process. Powell (1993) devised cutting experiments to investigate the transmission and reflection losses occurring in the cutting process. Sheng and Cai (1994) studied laser cutting of curved trajectories. It was shown that circular laser cutting produce larger kerf width, shifted centerline towards the center of the rotation, and larger inner kerf wall taper. Kai Chen et al. (2000) studied Gas dynamic effects on laser cut quality. All these experimental and numerical study help to build up the knowledge of optimum processing conditions for automatic process control.
References
M. Kanaoka et al., 1996, " Automatic condition setting of materials processing CO2 laser," ICALEO'1996, C1-C9.
Paul Di Pietro and Y. Lawrence Yao, 1996, " Model based process planning for laser cutting operations under unsteady-state conditions," OCALEO'1996 B20-29.
J. Powell., 1993, CO2 Laser Cutting, Springer,London, pp. 218-222.
P. Sheng and L. Cai, 1994, " Model based process planning for laser cutting of curved trajectories," Int. J. Machine Tools and Manufacture, Vol. 36, No. 6, pp. 739-754.
Kai Chen, Y. Lawrence Yao and Vijay Modi, 2000, "Gas jet-workpiece interactions in laser machining," Journal of Manufacturing Science and Engineering, Aug. 2000, Vol. 122, pp.429-438.
![]()
![]()